 |
| April 17, 2018 | Volume 14 Issue 15 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
BIG STORY:
High-speed 3D printing challenges injection molding
If you thought the time when 3D printing could rival injection molding was way in the future, you're way off. That day has come.
By Mike Foley, Editor, Designfax
A new 3D-printing system from Stratasys spinoff company Evolve Additive Solutions (Minnetonka, MN) cranks out production-grade thermoplastic parts 50x faster than existing additive manufacturing solutions (specifically, high-speed sintering) and aims to go head-to-head with injection molding in terms of speed and cost for runs of 5,000 to 20,000 pieces. The technology, designed for automated manufacturing and factory-floor integration, is even capable of multiple-material printing within the same layer and can print in full color.
The machine uses a seriously clever blend of laser-printing tech and next-gen 3D printing along with incredibly precise alignment to produce a cost per part and surface quality comparable to traditional manufacturing.

Bruce Bradshaw, chief business & marketing officer at Evolve, told Designfax that the company's proprietary Selective Thermoplastic Electrophotographic Process (STEP) process, which has been in behind-closed-doors development for almost 10 years, "uses a combination of proven electrophotographic 2D imaging (technology that's been in the market for 50 years) combined with proprietary closed-loop aligning technology (aligning the growing part with the incoming layer) along with a transfer technology (the heat, pressure, and cooling process) to get the part to bond like an injection molded part."
ABS is the first material available, with TPU in development. Bradshaw said the next materials after that "will be based on customer requirements driven from Alpha and Beta relationships: PP, Nylon, or other materials."
Part detail and surface finish compare to injection molding at 0.0005 in. to 0.003 in. per layer (50-µm feature size) using this system.


Besides speed, the STEP system also aims to solve some of 3D printing's biggest ongoing problems today: consistent layer bonding, overall part quality, and support-material removal and waste.
The technology is able to monitor parts creation and integrity on-the-fly. "Because it's a closed-loop system, we can look at each layer and see if there are defects prior to bonding the layer," said Bradshaw. "If this happens, we have the ability to skip that layer and fix the new incoming layers, ensuring part quality."
STEP also addresses part strength/integrity in X, Y, and Z directions, a shortcoming for most additive manufacturing systems today. "Isotropic properties means strength equal to injection molded parts in all three directions," said Bradshaw. "The major issue with most AM technologies is strength in the Z axis, because of layers not bonding. Because our technology uses heat, pressure, and cooling (just like injection molding), we get the fully dense parts with strength in the Z axis.
The machine also provides hands-free removal of re-usable support material. This one-two punch is a feat in itself for anyone who has ever dealt with getting support material off a part using many current systems, although there is extra time required to remove the support.
How it works
When I first got the heads-up about this technology, I was immediately intrigued about the laser-printing tech. How could that possibly help make a 3D part? So let's review, courtesy of HP, how a laser printer works. [Note: HP is not a development partner.]
VIDEO: HP -- How a laser printer works.
Let me be clear. The STEP system from Evolve Additive Solutions does not "laser print" parts. It does use electrophotographic 2D imaging to great effect at the beginning of the process, after a part file has been sent to the machine. Imagine that the traditional "toner" (which is often made partly of plastic these days, by the way) used thermoplastic material instead. Now we can create a layer on a roller and transfer it down the belt line. That, at least, was my first thought. It may not be exactly what happens. But let's take a look at the real thing.
A fair amount of how the technology works, including the heat and pressure systems, is being kept under wraps, but Bradshaw has made a video available that gives a sneak peek inside the inner workings of the process.
VIDEO: How the STEP technology works.
I've provided some video screenshots to run through the process as well, for those who are video-averse. (Please watch the video. Refresh or hit F5 if videos do not load.) The video above begins at the process description. Feel free to watch it from the beginning if you would like to see the full company intro.
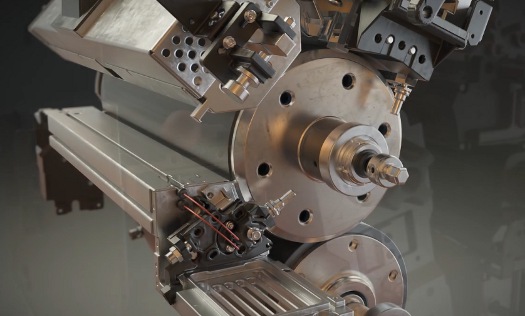
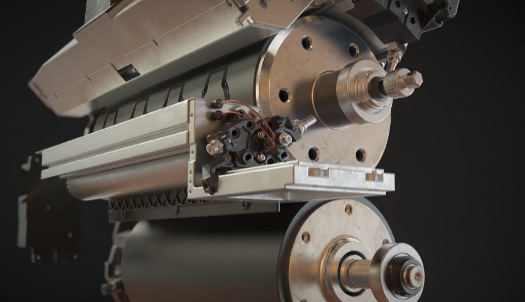
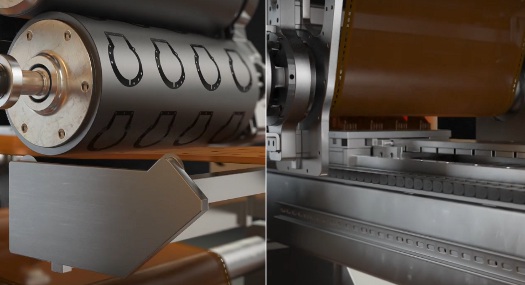
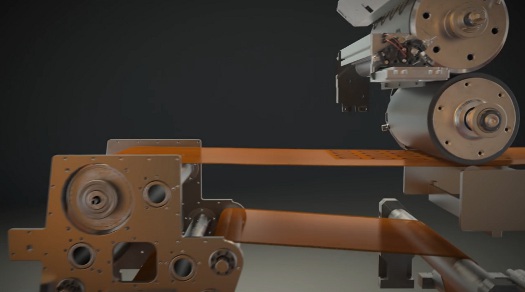
In the imaging system unit, particles of material are transferred to the belt.
These are then carried to the build area (build envelope is 24 in. x 13 in. x 6 in.).
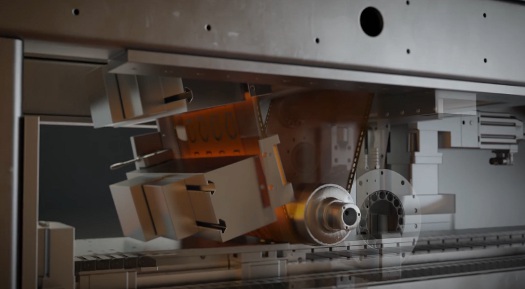
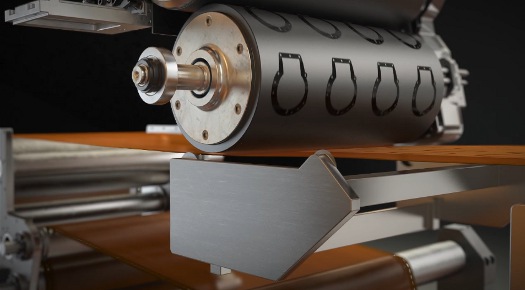
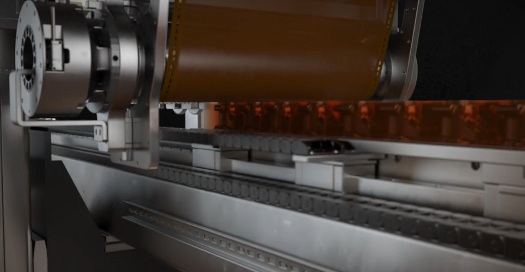
The incoming layer of material is transferred from the belt, layer by layer, onto the growing part, and transformed from a sintered state to a fused state.

This is where the precision alignment comes in, as the tray of growing parts is shuttled back and forth to receive each new layer.
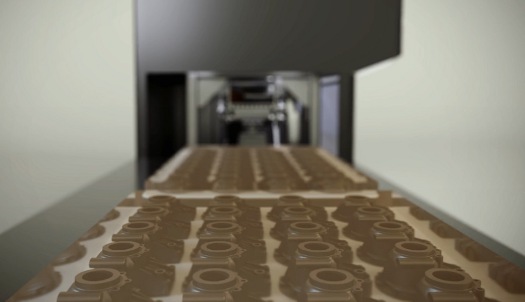
When the parts are fully formed, the tray comes down the finishing conveyor.
Bradshaw said STEP will produce parts with the similar properties, surface finish, throughput, and cost of low-volume injection molding. Because it is 3D printing, no molds are required, which reduces up-front costs significantly. And unlike traditional injection molding, a design change can be accommodated easily and quickly -- without the added expense of making a new mold.
But who says every part on the tray needs to be the same? Mass customization is the name of the game.
Bradshaw provided the following comparison from a real-world injection molder:
Injection Molding Stats
Mold Cost = $2,000
Time to Mold Creation: 2 to 8 weeks
Cycle Time = 25 seconds per part
Cost Per Part = $2.64
Est. Time to 2,000 parts = 2 to 8 weeks
Evolve Additive Solutions Stats
768 Parts Per Build
3-Hour Build
Cycle Time = 14 seconds per part
Cost Per Part = $1.38
Est. Time to 2,000 Parts = 1 day
"We print an entire layer of 24 in. x 13 in. in 4.5 seconds," said Bradshaw, "which, depending on the part, could by 700 parts in the 3D build volume or 1,000 or 5, depending on how big the parts are. ... We print that entire space in 3 hours."
Several leading automotive, consumer goods, and aerospace companies have been approached by Evolve for initial purchase orders during the technology's Alpha stage. The next year will see the company reaching out to new customers to evaluate Beta systems. If interested, contact Evolve directly. Don't forget to tell them you learned about it in Designfax. General availability of the machine has not been announced.
Sources: Evolve Additive Solutions, HP
Published April 2018
Rate this article
View our terms of use and privacy policy